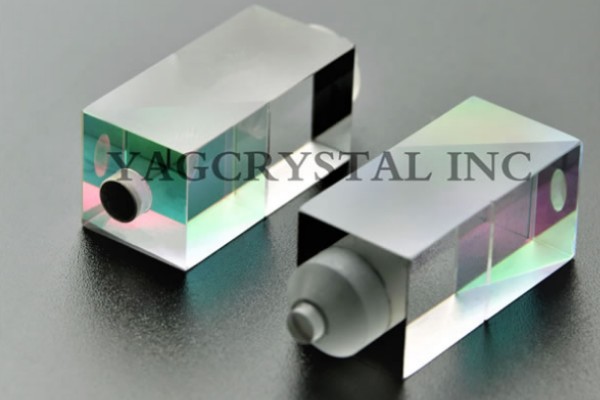
Prismas pegados: o método de pegado de lentes máis empregado
Descrición do produto
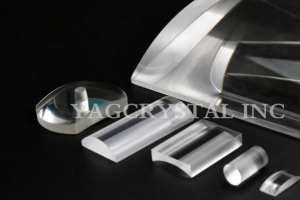
O método de pegado de lentes máis empregado é o método de pegado con cola óptica, que se pega rapidamente baixo a acción dos raios ultravioleta. A miúdo péganse dúas ou máis láminas de lentes: dúas lentes convexas e dúas lentes cóncavas con valores R opostos e o mesmo diámetro exterior péganse con cola. Péganse e logo superpoñen a superficie pegada da lente convexa e a superficie pegada da lente cóncava. Antes de que se cure a cola UV, a excentricidade da lente detéctase mediante un instrumento de detección óptica, como un medidor de excentricidade/centrómetro/medidor de centrado, e logo cúrase previamente mediante unha forte irradiación UV dunha fonte de luz puntual UVLED. E finalmente colócase na caixa de curado UVLED (tamén se pode usar unha fonte de luz superficial UVLED) e a débil luz ultravioleta irrádiase durante moito tempo ata que a cola estea completamente curada e as dúas lentes estean firmemente pegadas.
O pegado de prismas ópticos serve principalmente para permitir que os compoñentes ópticos melloren a calidade da imaxe do sistema óptico, reduza a perda de enerxía luminosa, aumente a claridade da imaxe, protexa a superficie da escala e optimice aínda máis o proceso de procesamento para cumprir cos requisitos de deseño.
A unión de prismas ópticos baséase principalmente no uso de cola estándar da industria óptica (incolora e transparente, cunha transmitancia superior ao 90 % no rango óptico especificado). Unión óptica en superficies de vidro óptico. Amplamente utilizada na unión de lentes, prismas, espellos e na terminación ou empalme de fibras ópticas en óptica militar, aeroespacial e industrial. Cumpre coa norma militar MIL-A-3920 para materiais de unión óptica.
Características
Prisma óptico Para garantir as propiedades ópticas e mecánicas das pezas ópticas obtidas mediante pegado, a capa de pegado debe cumprir os seguintes requisitos:
1. Transparencia: incolora, sen burbullas, sen pelusas, partículas de po, marcas de auga e néboa de aceite, etc.
2. As pezas encoladas deben ter unha resistencia mecánica suficiente e a capa de cola debe ser firme sen tensión interna.
3. Non debe haber deformación superficial e debe ter suficiente estabilidade fronte á influencia da temperatura, a humidade e os solventes orgánicos.
4. Garantir a diferenza de paralelismo e a diferenza de espesor de espera do prisma cementado, garantir o erro central da lente cementada e garantir a precisión superficial da peza cementada.